Double Bagging is a conceptual application of vacuum bagging designed in fabrication of composite laminates. It was first developed in the 80s, as a push throughout the aviation industry led to innovative ways to take cost out of the part. “Out of Autoclave” composite parts are “cheaper” to make, but in aviation specifically, quality cannot not be sacrificed or compromised. The concept grew throughout the industry and has been refined and proven to yield high quality laminates in vacuum infusion processes.
There are undoubtedly many questions surrounding how anyone would choose to double bag for an infusion or any other layup process. Especially when one bag will seemingly “get the job done”. Some may ask, “If vacuum is vacuum, would it counter act?” In vacuum infusion processes it is simply proven to produce quality laminates and optimize performance in higher complexity parts. It is true that many part layups do not need to be double bagged. When and where to use the concept is up to the fabricator themselves and the performance needed from the part.
The double bagging method is successful for creating an out of autoclave process that can compete in weight & performance numbers of prepregs. Double bagging’s process advantage over a traditional single bag system lies in optimizing the fiber to resin ratio. When this golden ratio is realized for a specific laminate or part, achievement of a composite’s true potential is realized. However, the challenge lies in getting to this ratio outside of an autoclave. Not in a test lab’s flat panel, but in an intricate complex part where shaving ounces off a part can mean everything. Achieving a void free 90º (1”) female radius can mean the difference of costly repairs or scrapping a part. It is evident that double bagging in infusion processes can help get closer to that golden ratio, giving the most optimized quality composite part.
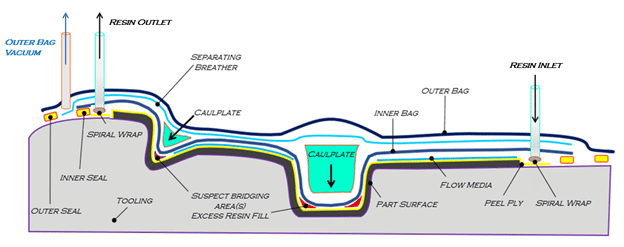
Double bagging allows for resin to be pulled throughout the composite at a controlled rate and pressure. Double bagging is not “band-aiding” a first leaky bag. Each bag has a specific role. One for introducing resin to the part and another for consolidating the part structure. The role of the inner bag is to pull the resin throughout the part using a process specific pressure that is dependent on the part shape and other variables within the infusion process. As the part is completely wet out, the resin inlet valve is closed, and the second bag’s pressure is applied over the first bag, optimizing consolidation as needed. This is not possible without adding a separating media between the two bags. This separating media is often a breather blanket or even a wire mesh structure. It allows the outer bag to move independently of the inner bag as without it, they will stick together and eliminate theimprovements that an outer bag brings to the process.
With only one bag, vacuum pressure may relax as the resin is pulled throughout the part. Pressure differences inside the bag may lead to consolidation issues consequently leaving voids or porosity within the laminates structure. These pressure differences have been found in single bagging methods, most commonly in complex parts. Double bags mitigate the relaxation of the initial bag, providing consistent consolidation during the entire process.
In a double bagging scenario, the use of caulplates or intensifiers for resin infusion processes are made possible. As the initial (under) bag carries resin throughout the part, the (over) bag aids in allowing even pressure to be applied by a Caulplate or Intensifier. These pressure aiding tools are strategically placed in areas that would otherwise possibly over-fill with resin or providing poorer composite quality. In prepreg or wet layups, these caulplates or intensifiers can be used in a single bag layup. Infusion bagging schemes do not allow for easy use of caulplates without the use of a double bag.
Double bags also aid part quality in processes that have vertical surfaces. In single bag applications, resin will inherently flow with gravity pressure, subsequently making a thicker laminate at the bottom of the laminate. When a second bag is applied over the initial, Double Bagging aids through equalizing the pressure throughout the entire composite surface while curing occurs underneath.
There are limitations to this method. Is one going to automatically achieve the highest quality composite simply from the use of a double bagging scheme? No. The art of composites has proven there are countless factors that go into achieving a quality composite. Caulplate design and effective use is important when factoring schemes with double bags. Overall Process Control is the most important factor for planning any laminate, having a plan then executing it with utmost quality. Each part design is different and not all parts have a need for double bagging. Do the research beforehand, most DIY projects may not need the added complication of a double bag. Double bagging should be treated as a tool in composite fabrication. A tool that can be pulled out to bring out the best in an intricate part where the
details of the composite structure really matter. When all the other details before the double bag are covered, this is an amazing tool to have in any fabricator’s arsenal.